В большинстве схем управления электроприводом для включения двигателей применяют контакторы, а также магнитные и бесконтактные (тиристорные) пускатели. С их помощью осуществляется дистанционное и автоматическое включение и отключение приводного двигателя, пусковых и регулировочных сопротивлений, отключение аварийных участков сети, включение тормозных электромагнитов и других вспомогательных устройств.
Контакторы и пускатели чаще всего комплектуются заводами-изготовителями вместе с аппаратурой управления и защиты в специальные блоки, панели, щиты и станции управления соответственно проектным схемам и поставляются потребителю проверенными и отрегулированными. Нередко на монтаж магнитные пускатели поступают россыпью, тогда проектную схему монтируют полностью на месте.
Контакторно-релейная аппаратура, поступающая на монтаж, в большинстве случаев нуждается в предварительной проверке и механической регулировке, так как при транспортировке могут ослабнуть крепления, а при длительном хранении может образоваться коррозия, вызывающая заедание подвижных систем и нарушающая проводимость контактных поверхностей.
При первоначальной наладке аппаратов на месте монтажа проверяют внешним осмотром: соответствие типа аппарата и параметров втягивающей катушки проекту или реальным нагрузкам, отсутствие консервирующей смазки и транспортных креплений, наличие всех деталей магнитной системы и возвращающих пружин; состояние гибких соединений, наличие и состояние искрогасительных камер, наличие немагнитной прокладки или короткозамкнутого витка и их состояние, наличие крепежных болтов, гаек, плоских и пружинных шайб и качество крепления; целостность опорных призм или подшипников; состояние главных и вспомогательных контактов и их пружин. Кроме того, вручную проверяют: отсутствие заедания подвижной системы; одновременность замыкания и размыкания главных контактов; наличие и размеры провалов главных и вспомогательных контактов; правильность действия вспомогательных контактов; плотность прилежания магнитопроводов. Правильность работы контактов и жесткость пружин оценивают при проверке и наладке сравнением с иными контакторами данного типа (в случае крайней необходимости – по каталожным данным). При замыкании и размыкании должно происходить скольжение одного контакта относительно другого (перекатывание).
Размеры растворов и провалов указаны в специальных таблицах завода-изготовителя. При несоответствии измеряемых и заводских данных выполняют дополнительную регулировку контактов.
Изоляцию контакторов, катушек, контакторно-релейной и другой аппаратуры проверяют при контроле изоляции цепей вторичной коммутации всей схемы управления и силовых цепей установки. Отдельно аппараты отключают только в том случае, если требуется отыскание участка с низкой изоляцией.
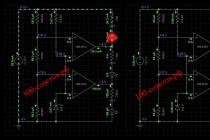
Далее проводят испытание работы аппарата подачей на его катушку оперативного тока. При этом проверяют у контакторов постоянного тока исправность катушки, правильность установки пружин, свободный ход подвижной части, правильность зазоров, а у контакторов переменного тока и поведение магнитной системы. Если вибрация магнитной системы значительная и якорь гудит, проверяют прилежание якоря при включении, наличие перекосов. При недостаточном прилежании или перекосах выполняют дополнительную механическую регулировку, а при необходимости – пришлифовку полюсов. Далее контролируют работу схемы, четкость включения и отключения аппаратов при номинальном и пониженном напряжении включения до 0,9 Uном., отключения до 0,8 Uном. на шинках оперативного тока. Если при пониженном напряжении четкость включения аппаратов снижается или они не срабатывают, проверяют и регулируют напряжение втягивания и отпадания контакторов или магнитных пускателей по схемам, показанным на рис. 2, а, б.
Чаще всего встречаются следующие неисправности пускателей и контакторов:
— вибрация магнитопровода пускателей и контакторов переменного тока, вызванная отсутствием короткозамкнутого витка, загрязнением плоскостей прилежания электромагнитов или неплотным прилежанием поверхностей электромагнитов;
— повышенный нагрев катушек пускателей или контакторов, что объясняется малым экономическим сопротивлением у контакторов постоянного тока и увеличенным зазором среднего стержня у контакторов и пускателей переменного тока;
— подгорание, глубокая коррозия контактов, что объясняется не одновременностью их касания, недостаточным начальным нажатием контактов, их вибрацией при касании.
1. Осмотр контакторов. Контакторы должны быть очищены от заводской смазки, пыли, грязи и протерты сухой и чистой тряпкой. Проверяется соответствие проекту типа и номинальных данных контактора, целость всех электрических соединений. Подтягиваются ослабленные крепления. Опробывается от руки подвижная система на отсутствие заеданий. Проверяется одновременность замыкания и размыкания главных контактов и правильность действия вспомогательных контактов.
В случае выявления на контактных поверхностях застывших капель меди они зачищаются мелкой стеклянной (но не наждачной) бумагой или бархатным напильником. Смазка контактных поверхностей не допускается, так как от дуги она выгорает и продуктами горения загрязняет контактные поверхности, что. увеличивает нагрев контактов. При зачистке контактных поверхностей необходимо строго сохранять первоначальную форму (радиус закругления, профиль) контактов для того, чтобы сохранить их необходимое перекатывание. Зачищать надо только капли и наплывы до выравнивания поверхности, но не до выведения раковин.
Контакты должны касаться линейно по всей ширине без просветов, постепенно перекатываясь при замыкании с незначительным скольжением. При эксплуатации это будет способствовать поддержанию ихповерхности в хорошем состоянии.
2. Измерение и регулировка нажатия на контактах . Проверка растворов, провалов и нажатий главных и вспомогательных контактов производится на мощных и ответственных контакторах; при необходимости осуществляется их регулировка.
Растворы, провалы контактов и давлений на контактах должны соответствовать требованиям табл. 6-1. и 6-2. Раствор Аи провал В главных контактов замеряют шаблоном или нутромером в местах, показанных на рис. 6-1, Для мостиковых вспомогательных контактов эти места даны на рис. 6-2.
Места измерений начального и конечного нажатия главных контактов показаны на рис. 6-3; значения силы нажатий - содержатся в табл. 6-1 и 6-2. Начальная сила нажатия на мостик вспомогательного контакта должна быть в пределах 0,58-2,4 Н (большее значение для контакторов больших габаритов), конечная около 3 Н.
Провал контактов определяется путем замера зазора при замкнутых контактах от подвижного контакта до его упора.
Регулировка начального нажатия производится изменением начального сжатия (растяжения) встроенной контактной пружины, изменением ее длины за счет изменения числа шайб илирегулировочными болтами; в некоторых случаях требуется замена пружины.
Для контакторов с искрогасительными контактами необходимо проверить расстояние между главными контактами в момент касания искрогасительных, для чего якорь магнитной системы контактора от руки медленно подводится к сердечнику до момента соприкосновения искрогасительных контактов. Зазор между главными контактами в этот момент должен быть не менее 1,5 мм.
Если это расстояние меньше, то контакты следует заменить или отрегулировать болтовыми соединениями по заводской инструкции.
3. Проверку напряжения втягивания и отпадания контактов удобно производить по схемам рис. 6-4. Пакетный выключатель Q, шунтирующий вспомогательный контакт контактора КМ1 при определении напряжения отпадания, должен быть разомкнут. При отсутствии регулировочного автотрансформатора можно воспользоваться трансформаторами 220/36 В, включив их по схеме автотрансформатора (рис. 6-5). При таком включении на катушке контактора напряжение будет равно минимально допустимому рабочему (0,85 U н) сети.
Главной особенностью процесса включения контактора переменного тока является значительное увеличение индуктивности катушки по мере уменьшения воздушного зазора. Общее сопротивление катушки определяется в основном ее индуктивным сопротивлением, и поэтому ток катушки в момент включения, когда индуктивное сопротивление мало, в 10-15 раз больше, чем при подтянутом якоре. В отличие от катушек постоянного тока нагрев катушек переменного тока почти не влияет на изменение магнитодвижущей силы и на напряжение втягивания вследствие малого влияния активного сопротивления катушек на ток. Поэтому при испытаниях не вносится поправка на температуру катушек и окружающей среды. По той же причине проверка напряжения втягивания контакторов переменного тока требует достаточной быстроты выполнения операций во избежание перегрева катушек и регулировочных устройств током включения. Следует помнить также, что при проверке напряжения втягивания от временных маломощных источников оперативного тока возможны в момент включения значительные просадки напряжения и данные о напряжении втягивания оказываются сильно завышенными.
Напряжение втягивания и отпадания контакторов постоянного тока необходимо проверять при нагретой втягивающей катушке до номинально допустимой температуры 70 °С. При измерениях с холодного состояния для уточнения результатов нужно внести поправку на отклонение температуры окружающей среды от 20 °С; каждым ±10°С соответствует изменение напряжения втягивания на ±2,5-3 % номинального напряжения.
Контакторы должны четко включаться при подаче 85 % номинального напряжения.
Напряжение отпадания контакторов нормами не лимитируется. Оно должно быть замерено и внесено в протокол.
Согласно ПУЭ-76 (§ 1-8-34) проверка напряжения втягивания контакторов не обязательна, а контакторы испытываются многократным включением и отключением пониженным напряжением: на включение 0,9 U н 5 раз, на отключение 0,8 U н 10 раз. Это испытание может быть заменено проверкой работы контакторов при комплексном опробовании схем, когда напряжение источника оперативного тока снижается до 80 % номинального.
4. Проверка магнитной системы. При включении катушки контактора переменного тока на номинальное напряжение может появиться сильное гудение контактора, что указывает на неисправность его магнитной системы. Для устранения неисправности магнитной системы необходимо проверить чистоту соприкасающихся поверхностей якоря и сердечника, отсутствие консервирующей смазки, точность пригонки подвижной и неподвижной частей магнита, наличие неповрежденного короткозамкнутого витка, уложенного в прорези сердечника.
Для проверки плотности прилегания якоря к ярму между ними прокладывают листок копировальной и листок тонкой белой бумаги, а контактор замыкают вручную. По величине пятна на белой бумаге судят о качестве прилегания якоря. Если обе половинки магнитной системы соприкасаются только частью менее 60-75 % своей поверхности, а в других местах имеется зазор (более 0,03- 0,05 мм), то якорь нуждается в подгонке.
Короткозамкнутый виток изготовляется сплошным (без мест соединения) или на сварке (пайка не допускается) и должен быть плотно зажат в своем пазу. Крепление витка производится подгибанием предназначенных для этого пластин, забиванием в паз узких клиньев или накернированием края паза. Замена материала короткозамкнутого витка, изменение его сечения или средней длины недопустимы, так как в этих случаях виток может настолько перегреться, что перегреет катушку, а контактор начнет гудеть. Нормальная- температура нагрева короткозамкнутого витка 200 °С.
5. Проверка контактора с защелкивающим механизмом. На рис. 6-6 приведена схема управления контактором с защелкивающим механизмом. При подаче импульса на включение контактора втягивающая катушка КМ1 получает питание через размыкающий вспомогательный контакт КМ2.1 защелкивающего механизма, притягивает якорь контактора и защелка опускается; вспомогательный контакт защелки КМ2.1 размыкает цепь втягивающей катушки, а вспомогательный контакт защелки КМ2.2, замыкаясь, подготовляет цепь отключения. При отключении на втягивающую катушку КМ1 подается напряжение одновременно с катушкой защелки КМ2. Втягивающая катушка притягивает якорь контактора и тем самым снимает с защелки усилие, создаваемое якорем во включенном положении, и позволяет катушке КМ2 легко поднять защелку. После ее поднятия контактом КМ2.2 контактор отключается и приводит схему в исходное положение.
При осмотре контактора с защелкивающимся механизмом необходимо проверить работу последнего включением контактора вручную. При проверке работы контактора под напряжением проверяется и работа контактов защелки, В случае неудовлетворительного гашения дуги на вспомогательных контактах КМ2.1 защелки параллельно им подключают конденсатор емкостью 1 мкФ (типа МБГЧ на 250 В для сети 220 В).
Государственное профессиональное образовательное учреждение
«БЕЛОВКИЙ МНОГОПРОФИЛЬНЫЙ ТЕХНИКУМ»
Методическая разработка
к уроку по учебной практике
ПМ.01. Сборка, монтаж, регулировка и ремонт узлов и механизмов оборудования, агрегатов, машин, станков и другого электрооборудования промышленных организаций
Тема 6. Техническое обслуживание и ремонт пускорегулирующей аппаратуры
Тема урока: Ремонт магнитных пускателей
Разработала:
мастер п/о А.Е.Дементьева
Введение.
Подтема 6.1. «
Ремонт магнитных пускателей» относится к теме №6. «
Техническое обслуживание и ремонт пускорегулирующей аппаратуры» ПМ 01. «Сборка, монтаж, регулировка и ремонт узлов и механизмов оборудования, агрегатов, машин, станков и другого электрооборудования промышленных организаций».
Это одна из основных тем в учебной практике электромонтёров – ремонтников. В процессе её проработки, обучающиеся должны приобрести знания и навыки, которые будут основой их дальнейшей работы по техническому обслуживанию и ремонту электрооборудования на предприятии.
Учебная цель темы – научить обучающихся обнаруживать и устранять неисправности магнитного пускателя путём разборки, осмотра, мелкого ремонта с последующей её сборкой.
Попутно с отработкой приёмов ремонта магнитного пускателя следует научить обучающихся разбираться в простейших пусковых схемах, чтобы они знали место, которое занимает в этих схемах ремонтируемый аппарат.
Методическое обоснование темы.
В процессе учебной практики необходимо при объяснениях и показе работ по техническому обслуживанию и ремонту магнитного пускателя повторять сведения из основ теории спец. курса, относящихся к его устройству и работе. Только сочетание прочных знаний и умений выполнять ту или иную ремонтную операцию обеспечит высококачественное выполнение работ электромонтера-ремонтника.
Мастер должен добиться того, чтобы каждый обучающийся знал порядок и методы разборки, осмотра, ремонта и сборки простого аппарата, а также приобрёл доступные ему навыки выполнения отдельных трудовых операций.
От этого в значительной мере зависит надёжная безаварийная работа электрооборудования.
При выполнении ремонтных работ следует обеспечить, чтобы каждый обучающийся участвовал в маркировке деталей разбираемого аппарата.
На занятии следует уделять особое внимание охране труда, кроме того, в каждой вводной теме вопросам безопасности труда отводится определённое время, что способствует лучшему усвоению правил.
Помимо этого, большое внимание необходимо уделять вопросам электробезопасности, разъяснять, что при ремонте (а особенно при осмотрах и испытаниях) электрооборудования не всегда имеется возможность снять напряжение со всей установки; часто на отдельных элементах реконструируемого, осматриваемого и испытываемого электрооборудования имеется напряжение.
В процессе объяснений и показа мастер должен сообщать учащимся основные технические требования к ремонту объекта и к данной операции, а также нормы времени на них.
Занятия и учебно-производственные работы по данной теме следует проводить в обстановке, близкой к обычным производственным условиям ремонта электрооборудования. Это помогает учащимся освоиться со своим будущим рабочимместом, наблюдать ремонт электрооборудования в ремонтных бригадах и на месте знакомиться с работой производства.
Методические рекомендации по проведению урока.
Вводный инструктаж
проводится в электромонтажных мастерских. Во вводном инструктаже мастер говорит о характере предстоящих работ, разбирает техническую документацию, предупреждает о возможных ошибках, результатом которых является порча электрооборудования и материалов.
Одновременно мастер должен проинструктировать обучающих по вопросам охраны труда, а также указать, в каких случаях следует обращаться за помощью к нему. Заключительную часть вводного инструктажа мастер проводит непосредственно в мастерских, где даёт краткую характеристику отдельным элементам оборудования и объясняет порядок его обслуживания и ремонта.
После того, как обучающиеся приступят к упражнениям по самостоятельному выполнению заданий, мастер обходит рабочие места, осуществляя текущий инструктаж , который должен носить бригадный или индивидуальный характер.
При составлении плана работы на день мастер должен наметить, когда ему следует быть у рабочего места отдельных бригад, когда можно дать той или иной бригаде новое задание.
В процессе текущего инструктажа необходимо следить за применением защитных приспособлений и соблюдением правил охраны труда, за правильным выполнением работ.
Указания мастера должны сочетаться с указаниями бригадира, это имеет существенное значение; если мастер и бригадир будут давать разноречивые указания, они дезориентируют обучающихся.
Заключительный инструктаж проводится в индивидуальном порядке (по усмотрению мастера) по мере выполнения отдельными обучающимися работ. После прохождения темы проводится заключительная беседа со всей группой при подведении итогов выполнения заданий за определённый период производственной деятельности группы.
На заключительном инструктаже мастер подводит итоги проделанной работы, совместно с обучающимися разбирает наиболее характерные ошибки, отмечает лучшие и отстающие бригады, указывает на имевшиеся отклонения от установленного технологического процесса и технических требований и задаёт им контрольные вопросы.
Следует отметить, что если на проведённом занятии выполнялась только часть трудовых операций по ремонту, то контрольные вопросы можно не проводить, отнеся их на последнее занятие.
Контрольные вопросы должны носить характер повторения положений, изложенных во вводном инструктаже; их назначение - заставить обучающихся более осмысленно производить ту или иную трудовую операцию, увязывая её со всем комплексом ремонтных работ.
Контрольные вопросы должны также помогать обучающим лучше понять и запомнить физические явления, касающиеся данных ремонтных операций (нагрев, изоляция и т.п.).
«Утверждаю»
Ст. мастер
урока учебной практики
Дата:
Профессия: «Электромонтёр по ремонту и обслуживанию эл. оборудования»
Мастер п/о Дементьева А.Е.
ПМ 01. Сборка, монтаж, регулировка и ремонт узлов и механизмов оборудования, агрегатов, машин, станков и другого электрооборудования промышленных организаций.
Тема6. Техническое обслуживание и ремонт пускорегулирующей аппаратуры
Тема урока Ремонт магнитного пускателя .
Цели урока :
Образовательная - дать начальное представление о техническом обслуживании и ремонте магнитных пускателей; научить учащихся обнаруживать и устранять неисправности магнитных пускателей типа ПМА-310 и КМИ-34012 путем разборки, осмотра, мелкого ремонта с последующей его сборкой.
Развивающая – развивать у учащихся память; умение сравнивать, анализировать; способность логически мыслить;
Воспитательная – воспитать инициативу и самостоятельность в трудовой деятельности; чувство гордости за свою профессию; внимательность в соблюдении правил т/б; привить бережное отношение к инструменту и оборудованию;
Методическая – формировать практические умения и навыки;
Тип урока : изучение трудовых приемов и операций.
Вид урока : Урок – инструктирование; самостоятельная работа учащихся;
Материально – техническое оснащение урока :
Оборудование:
1. Магнитный пускатель ПМЛ-1100, ПМЕ-211, персональный компьютер, экран для демонстрации видеоролика и презентации.
2. Инструменты и материалы: набор электромонтажного инструмента, напильник бархатный, стеклянная бумага нулевая, динамометр, масштабная линейка, растворитель, ветошь.
3. Наглядные пособия: видеоролик «Работа реверсивного контактора NC2-115», видеоролик «Разборка магнитного пускателя ПМЛ-1100», «Разборка и ремонт магнитного пускателя ПМЕ-211»
Методические приемы : наглядные (метод демонстрации), практические (упражнение), словесные (объяснение, рассказ)
Используемая литература: М.И.Перский.; Ю.Д.Сибикин;
В.В.Москаленко, Справочник электромонтёра,
В.М.Камнев, Ремонт устройств релейной защиты и автоматики,
Ю.В.Корнилов, Обслуживание и ремонт электрооборудования промышленных предприятий.
Место проведения: Электромонтажные мастерские
Время на тему: 6 часов.
Организация и ход урока:
I . Организационная часть : 8.00-8.05
1.1. Проверкаявкиучащихсяназанятие.
1.2. Проверкавнешнеговида и готовности к уроку.
II
. Вводный инструктаж:
8.05-8.45
2.1. Сообщение темы и цели урока (8.05-8.06).
2.2. Мотивация к изучению темы (8.06-8.07).
2.3. Актуализация опорных знаний (8.07-8.15):
1. Для повторения пройденной темы мастер выдает обучающимся тест по теме «Контакторы» (приложение1) и сообщает критерии оценок:
При правильном варианте ответов:
Всех заданий ставится оценка «5»;
9,8.7 заданий - оценка «4»,
6,5 заданий - оценка «3»,
Менее 5 заданий - оценка «2»
жирным шрифтом выделены правильные варианты ответов
2.Фронтальная беседа :
1). Какие пусковые и регулирующие аппараты напряжением до 1000 В вы знаете? Рубильники, пакетные выключатели и переключатели, кнопки и ключи управления, воздушные выключатели, плавкие предохранители, контроллеры, контакторы, магнитные пускатели, тепловое реле.
2). Назовите область применения рубильников и переключателей.Рубильники и переключатели, это ручные неавтоматические аппараты управления. Рубильники и переключатели с центральной рукояткой служат только для отключения предварительно обесточенных цепей; с боковой рукояткой, боковым и центральным рычажным приводами могут коммутировать электрические цепи под нагрузкой.
3). Где применяют пакетные выключатели и переключатели, кнопки и ключи управления? Пакетные выключатели и переключатели применяют как коммутационные аппараты в цепях переменного тока напряжением до 440 вольт и в цепях постоянного тока до 220 вольт; кнопки управления – для дистанционного управления электромагнитными аппаратами; ключи управления – для замыкания и размыкания цепей управления и сигнализации при дистанционном включении или отключении высоковольтных выключателей и разъединителей.
4). Для чего служат воздушные выключатели (автоматы), плавкие предохранители, контроллеры? Воздушные выключатели (автоматы) служат для автоматического размыкания электрических цепей при ненормальных режимах и для нечастых оперативных переключений при нормальных режимах работы. Плавкие предохранители – для автоматического отключения электрических цепей при коротких замыканиях или перегрузках. Контроллер , это аппарат, при помощи которого осуществляют пуск, регулирование скорости, реверсирование и остановку двигателей постоянного или переменного тока.
5). Для чего служат контакторы, магнитные пускатели и тепловое реле? Контакторы
, это аппараты дистанционного действия, предназначенные для частых включений и отключений электрических цепей при нормальных режимах работы;
Магнитный пускатель
, это устройство, состоящее из 3-х полюсного контактора, встроенных тепловых реле и вспомогательных контактов;
Тепловое реле
служит для защиты электроприемников от перегрузок.
2.4
. Объяснение нового материала методом рассказа и показа приемов с демонстрацией видеоролика по теме
(8.15-8.45)
2.4.1. Просмотр видеоролика «Работа реверсивного контактора NC2-115»
2.4.2. Просмотр видеоролика «Разборка магнитного пускателя ПМЛ-1100».
2.4.3. В сопровождении видеоролика «Разборка магнитного пускателя ПМЛ-1100» мастер показывает основные элементы магнитного пускателя ПМЛ-1100 и демонстрирует его разборку.
Технические характеристики магнитного пускателя ПМЛ-1100:
На корпусе пускателя приклеен стикер с его основными характеристиками:
номинальное напряжение силовой (главной) цепи - 220, 380 и 660 (В)
номинальный ток силовых (главных) контактов - 12, 12 и 8,9 (А)
категория применения - АС-3, т.е. для коммутации (пуск, остановка и реверс) электродвигателей с короткозамкнутым ротором
климатическое исполнение - УЗ
Напряжение катушки пускателя составляет ~220 (В).
Это видно по бирке в верхней части пускателя
Катушка является съемной, поэтому ее можно поменять на другой номинал, например, на 380 (В).
Рассматриваемый магнитный пускатель ПМЛ-1100 легко можно установить на стандартную DIN-рейку с размером 35 (мм) или монтажную панель с установочными размерами 34х48 (мм)
А1 и А2 - вывода катушки
L1 (1)- Т1 (2) - первая пара замыкающих силовых (главных) контактов
L2 (3)- Т2 (4) - вторая пара замыкающих силовых (главных) контактов
L3 (5)- Т3 (6) - третья пара замыкающих силовых (главных) контактов
NO (13)- NO (14) - вспомогательные замыкающие (нормально-открытые) контакты
Питание к пускателю необходимо подводить к клеммам L1 (1), L2 (3), L3 (5), а нагрузку подключать на клеммы Т1 (2), Т2 (4), Т3 (6), это больше необходимо для безопасной эксплуатации, так же как с цветами фазных, нулевых и защитных проводников.
Если количества контактов в пускателе не достаточно, то можно добавить специальную приставку, например, ПКЛ-22М на 4 контактные группы:
53 - 54- замыкающий контакт
61 - 62- размыкающий контакт
71 - 72- размыкающий контакт
83 - 84- замыкающий контакт
Она свободно одевается на рассматриваемый магнитный пускатель ПМЛ-1100 методом фронтальной установки
Попадаем в направляющие и защелкиваем
Магнитный пускатель ПМЛ-1100 состоит:
из сдвоенного корпуса,
катушки (обмотки),
подвижной и неподвижной части стального сердечника (магнитопровода)
контактной системы мостикового типа, которая состоит из подвижных и неподвижных контактов.
В первую очередь с помощью отвертки откручиваем два винта (шурупа) крепления верхней половины корпуса.
Снимаем верхнюю крышку
В одной половине корпуса установлена катушка с неподвижной частью сердечника (магнитопровода)
Возвратная пружина, ее еще называют противодействующей, расположена в центре катушки и возвращает контакты пускателя в исходное положение при отключении катушки пускателя от питающего переменного напряжения.
Снимаем катушку, снимаем неподвижный стальной сердечник Сердечник (магнитопровод) набирается из листов электротехнической стали, изолированных друг от друга, для уменьшения вихревых токов в «железе».
Место соединения подвижной и неподвижной части сердечников имеет шлифованную и гладкую поверхность.
Там же установлены два короткозамкнутых кольца для уменьшения вибраций при включении пускателя. Если эта поверхность загрязнится каким-либо образом, то пускатель во включенном положении будет сильно гудеть.
На неподвижном сердечнике имеется силиконовая прокладка. Она нужна для уменьшения шума при срабатывании пускателя
Чтобы добраться до контактной системы пускателя ПМЛ-1100, нам нужно снять нижние и верхние декоративные вставки
- вытащить неподвижные контакты из направляющих пазов пускателя
Каждый подвижный контакт подпружинен и расположен на диэлектрической траверсе (держателе).
Траверса с контактами жестко соединена с подвижным сердечником (магнитопроводом).
2.4.4. Возможные неисправности магнитного пускателя и способы их устранения (см. приложение 2)
2.4.5. Текущий ремонт магнитного пускателя ПМЕ-211. Мастер демонстрирует операции ремонта.
Последовательность разборки ПМЕ-211:
Выкручиваем отверткой два болта крепящих верхнюю крышку, которая закрывает контакты.
Выкручиваем шесть болтов держащих входной и выходной кабеля и четыре болта, которые держат рабочую головку с контактами.
Сверху и снизу на пружинах два блокирующих контакта. Снимаем их вместе с пружинами.
Далее вынимаем катушку и металлический сердечник.
Ниже сердечника снимаем две пластины. Пластину упора сердечника и пружинную пластину.
Берем в руки головку магнитного пускателя, одной рукой оттягиваем пружину прижимающую контакты, другой проворачиваем и вытягиваем контакты.
Теперь сердечник свободно выйдет из головки пускателя.
Щеткой хорошенько вычищаем весь корпус, включая обе половины сердечника
Мелкой наждачной бумагой вычищаем добела все мелкие контакты, чтобы техническое серебро на них было без глубоких царапин.
Чистим контакты, которые идут на питание катушки (бывают катушки 220В и 380В,в зависимости от схемы включения, так что при сборке можно поставить любую из них)
Чистим силовые контакты напильником и шлифуем наждачной бумагой.
Перед началом сборки магнитного пускателя смазываем все пружины машинным маслом и протираем сухой салфеткой, потом этой же салфеткой слегка протираем все контакты
Собираем все в обратной последовательности. Ставим пластину упора сердечника и пружинную пластину изгибами вверх, ставим катушку, пружины под блокирующие контакты и сами контакты которые с боков можно тоже слегка смазать маслом.
Верхний сердечник вставляем в головку магнитного пускателя, оттягиваем пружины по порядку и боком вставляем контакты.
Прижимные пластинки входят очень легко, теперь соединяем верхнюю и нижнюю части магнитного пускателя скрепляем их болтами.
Ставим пускатель на стол и прижимаем контакты сверху рукой, они должны хорошо сомкнуться.
Отпускаем и под действием пружин все контакты должны стать в разомкнутом состоянии.
Проверяем работу под напряжением. В зависимости от того какая стоит катушка подключаем 220 или 380вольт.
Щелчок при замыкании контактов должен быть четким без потрескиваний.
Принцип работы всех магнитных пускателей одинаков. При подаче напряжения на катушку, 220 или 380вольт, создается магнитное поле, металлические сердечники притягиваются друг к другу и тем самым притягивают, замыкают рабочие контакты. Блокирующие контакты так и называются потому, что они блокируют цепь при отпускании кнопки пуск и размыкаются только при нажатии кнопки стоп.
2.4.7. Охрана труда при техническом обслуживании и ремонте магнитных пускателей.
Все операции по техническому обслуживанию, осмотру и устранению неисправностей производить только при снятом напряжении в главной цепи и цепи управления. Соблюдать правила безопасности при пользовании инструментом. Работать только инструментом с изолированными ручками. Пользоваться средствами индивидуальной защиты.
Перед вводом в эксплуатацию контактор (пускатель) заземлить.
Сопротивление между заземляющим винтом и частями контактора (пускателя) не должно превышать 0,1 Ом.
Во время эксплуатации крышка оболочки пускателя должна быть закрыта.
Расстояние от металлических заземлённых частей до открытых контактных зажимов пускателя должно быть не менее 15 мм, до других частей пускателя (кроме плоскости крепления) не менее 5 мм. Опасная зона выхлопа дугогасительного устройства пускателей не должна превышать 35 мм.
2. 5. Закрепление нового материала (8.45-9.00):
Покажите приемы разборки магнитного пускателя ПМЕ-211.
Какие элементы магнитного пускателя подвергаются износу? Как удалить окись меди с контактов магнитного пускателя? Контакты магнитных пускателей – наиболее изнашиваемые детали из-за обгорания и больших механических усилий Окись ухудшает контакт, что вызывает повышенный нагрев, её необходимо периодически и тщательно удалять с контактов ветошью, смоченной в растворителе. Поверхность контактов очищают бархатным напильником и стеклянной бумагой, наждачную бумагу не применяют, т. к. зёрна наждака вдавливаются в контактную поверхность, увеличивая переходное сопротивление и нагрев. Контактные поверхности не полируют, это ухудшает плотность сцепления и контакт. При сильном обгорании контакты заменяют новыми.
Покажите приемы чистки контактов магнитного пускателя ПМЕ-211, Можно – ли полировать контактные поверхности магнитных пускателей? Если нет, то почему? Контактные поверхности не полируют, это ухудшает плотность сцепления и контакт.
Покажите приемы сборки магнитного пускателя ПМЛ-1100.
Какие правила безопасности труда следует соблюдать при ремонте магнитных пускателей?
Покажите приемы сборки магнитного пускателя ПМЕ-211.
2.6. Выдача задания на урок (9.00-9.05).
Произвести мелкий ремонт магнитного пускателя ПМЛ-1100
,
ПМЕ-211
.
III
. Текущий инструктаж: 9.05-13.45
3.1. Самостоятельная работа обучающихся, отработка практических навыков на рабочих местах в соответствии с заданием
3.2. Обход рабочих мест с целью:
Проверить организацию рабочих мест,
Проверить правильность выполнения приёмов и соблюдения технологической последовательности ремонта магнитного пускателя,
Проверить соблюдение правил техники безопасности во время ремонта магнитных пускателей,
Контроля качества выполнения задания;
3.3. Приём и проверка работ.
IV
. Заключительный инструктаж: 13.45-14.00
4.1. Сообщение о достижении целей урока;
4.2. Анализ и самоанализ выполнения учебно-производственных работ каждого учащегося;
4.3. Разбор наиболее характерных ошибок в работе учащихся и причины, их вызвавшие;
4.4. Сообщение оценок за урок:
4.5. Домашнее задание:
М.И.Перский.Эксплуатация и ремонт электрооборудования металлургических заводов. Стр.201-203;
Ю.Д.Сибикин, Техническое обслуживание и ремонт эл. оборудования.
В.В.Москаленко, Справочник электромонтёра, стр.77-81
В.М.Камнев, Ремонт устройств релейной защиты и автоматики, Стр. 33-36
Ю.В.Корнилов, Обслуживание и ремонт электрооборудования, Стр.159
Мастер п/о: _____________ Дементьева А.Е.
Приложение 1
Тест «Контакторы»
Укажите правильный вариант ответа:
1. Контакторы, это
а) коммутационные аппараты;
б) аппараты управления и контроля;
в) комплектные аппараты.
2. Контактор предназначен для:
а) для ручного управления электродвигателями;
б) для ограничения тока, напряжения;
в) для частых замыканий и размыканий силовых электрических цепей при включениях и отключениях электродвигателей.
3. Электромагнитный контактор состоит из:
а) катушки, сердечника, якоря ;
б) теплового реле;
в) сигнальной лампы.
4. Блокировочные контакты
а)замыкают главные контакты;
б) шунтируют контакты кнопки «Пуск»;
в) создают цепь втягивающей катушки.
5. Заполните пробелы:
При замыкании цепи управления по обмотке проходит ток, якорь притягивается к сердечнику иглавные контакты замыкаются, тем самым замыкая силовую цепь и обеспечивая прохождение тока по соответствующему приёмнику электроэнергии.
6. Укажите правильное положение основных контактов магнитного пускателя
а) +
б) в)
7. С нажатием кнопки «Пуск»:
а) создаётся цепь втягивающей катушки;
б) разомкнуться главные контакты;
в) замкнётся кнопка «Стоп»
8. Каким инструментом можно очищать контактные поверхности контактора?
а) бархатным напильником;
б) драчёвым напильником;
в) зубилом.
9. Сопоставьте правильные варианты ответа назначения элементов магнитного контактора:
| Элементы контактора | Назначение |
| 1. главные контакты | а) для гашения электрической дуги, возникающей при размыкании контактов |
| 2. дугогасительное устройство | б) для замыкания и размыкания силовой цепи и длительного протекания тока, |
| 3 электромагнитная система | в) для переключений в цепях управления контактора, блокировки и сигнализации. |
| 4 блок - контакты | г) для управления контактором – включения и отключения, |
1-б, 2-а, 3-г, 4-в.
10.Сопоставьте правильные варианты ответа возможных причин неисправностей контактора:
1-г, 2-в, 3-б, 4-а.
Приложение 2
Возможные неисправности и способы их устранения.
| Неисправность | Вероятные причины | Рекомендации |
| Пускатель (контактор) не включается | 1.1. Нет напряжения в цепи управления 1.3. Неправильно выполнен монтаж вспомогательной цепи 1.4. Заедает подвижная система | 1.1. Проверить питание 1.2. Заменить катушку 1.3. Изменить монтаж |
| 2 Пускатель (контактор) издаёт резкий шум | 2.1. Наличие пыли и посторонних тел в немагнитном зазоре | 2.1. Зачистить зазор |
| 3. При снятии напряжения с катушки якорь не отпадает или отпадает частично | 3.1. Механическое заклинивание 3.2.. Приварились контакты. | 3.1. Восстановить ход траверсы 3.2. Заменить главные контакты |
| 4. Ток не проходит через контакты | 4.1 Плохое контактирование 4.2. Поломка подвижного мостика, полный износ одного из контактов 4.3. Ослабление зажимов | 4.1. Зачистить контакты 4.2. Заменить главные контакты 4.3. Подтянуть винтовые соединения 4.4. Заменить провод |
| 5. Тепловое реле отключает пускатель (контактор) | 5.1. Ток несрабатывания теплового реле не соответствует току двигателя 5.2. Обрыв одной из фаз двигателя 5.3. Перегрузка двигателя по отношению к номинальному току 5.4. Увеличенное время пуска двигателя 5.5. Ударные нагрузки или вибрации превышают допустимый уровень | .5.1.Отрегулировать ток несрабатывания 5.2. Устранить обрыв фазы 5.3. Установить и устранить причину |
Приложение 3
Требования при ремонте магнитных пускателей
| Объект указания или операции | Указание | Дополнение и пояснение. |
| Контакты | - Форму контактов принимают по заводским чертежам. Изменяют форму контактов, опиливая их бархатным напильником. Износившиеся серебряные контакты заменяют новыми, запасными. - Конечное нажатие измеряют при включенном контакторе (пускателе) динамометром и полоской бумаги, проложенной между подвижными и неподвижными контактами. Начальное нажатие измеряют при отключенной тяговой катушке. Оно создаётся пружиной контактора в точке начального соприкосновения контактов. Регулировка нажатия контактов осуществляется натяжением или ослаблением контактной пружины. Если регулировкой не удается получить нужного зажатия, пружину необходимо сменить. Растворы и провалы контактов должны соответствовать заводским данным | - Новые контакты изготовляют из неоттоженной профильной меди. Во избежание ухудшения качества контакта, контакты, имеющие приваренные серебряные пластинки или покрытия из сплавов на основе серебра, заменять медными нельзя. Величина конечного нажатия будет отмечена динамометром в тот момент, когда бумажка начнёт свободно вытягиваться из сомкнутых контактов. Величина начального нажатия контактов определяется аналогично. Пружину нельзя доводить до положения, при котором между её витками не будет зазоров. Раствор между контактами обеспечивает гашение дуги, а провал необходим для надёжного замыкания контактов. |
| Якорь и сердечник. | - Прилегание якоря и сердечника должно быть достаточно плотным во избежание дребезжания и перегревания тяговой катушки. При неудовлетворительном состоянии стыка поверхности соприкосновения пришабривают. | - Стык между якорем и сердечником проверяют, замыкая от руки контакты, между которыми проложен листок папиросной бумаги с листком копировальной. Если полученный отпечаток составляет не менее 70% площади поперечного сечения стержня, прилегание – удовлетворительное. |
| Катушки | - При определении характера повреждения катушек следует обратить внимание на состояние каркаса, обрыва и витковые замыкания в катушках. - К изготовлению катушки приступают, имея обмоточные данные (число витков, марку и диаметр провода) и приготовив каркас из пластмассы или электрокартона. При изготовлении бескаркасной катушки используют временный каркас, размеры которого соответствуют внутренним размерам катушки. На изготовленную катушку накладывают наружную изоляцию из лакоткани или хлопчатобумажной ленты. Затем катушка сушится, пропитывается лаком, запекается и покрывается эмалью. | - При обрыве катушка не развивает тягового усилия и не потребляет тока. Витковые замыкания характеризуются ненормальным нагревом катушки и уменьшением силы её тяги. Намотку производят проводом, один конец которого предварительно припаивают к выводному концу катушки. Каждый слой обмотки изолируют от предыдущего. Закончив намотку, второй конец обмоточного провода изолируют и укрепляют на катушке. |
| Короткозамкнутый виток | - Лопнувший виток заменяют новым. | - Изменение материала или параметров, сечения или длины витка недопустимо, так как приводит к повышенному гудению контактора и сильному нагреву витка. |
| Дугогасящие камеры. | - Прогоревшие и деформированные стенки камер заменяют новыми, изготовленными из асбоцемента или фибровых плит. | - Если требуемых плит нет, выгоревшие места намазывают смесью асбеста, цемента и воды, очистив предварительно от грязи и гари ремонтируемые участки. |
| Испытания | - Отремонтированный аппарат после сборки и регулировки подвергают испытаниям | - В испытание входят: технический осмотр, проверка втягивающих катушек, проверка действия механизмов включения и блокировки, испытания электрической прочности изоляции. |
Приложение 4
Схема магнитного пускателя ПМЛ-1100
Используемая литература:
В.В.Москаленко. Справочник электромонтёра. – М.: Академия, 2003. Стр.77-81
Ю.В.Корнилов. Обслуживание и ремонт электрооборудования промышленных предприятий. – М.:Высшая школа, 1986. Стр.117Стр.159
Л.Е.Трунковский. Электромонтёр по эксплуатации промышленных электроустановок. – М.: Высшая школа, 1975. Стр.247-248, Стр.233-235
Л.Е.Трунковский. Обслуживание электрооборудования. – М.: Высшая школа,1979. Стр.115-116
(М.И.Перский.Эксплуатация и ремонт электрооборудования металлургических заводов. – М.: Металлургия, 1976. Стр.201-203
В.М.Атабеков. Ремонт эл.оборудования промышленных предприятий. – М.:Высшая школа, 1979. Стр.38
А.М.Вишток. Справочник молодого электромонтёра. – М.: Высшая школа,1978. Стр.127
В.М.Камнев, Ремонт устройств релейной защиты и автоматики. – М.: Высшая школа, 1984. Стр. 33-36
(Ю.Д.Сибикин. Техническое обслуживание и ремонт эл. оборудования. – М.: ПрофОбрИздат, 2002. Стр. 251
Г.А. Бокман. Конструкция и технология производства эл. машин и аппаратов. – М.: Высшая школа, 1977 Стр. 148-157
Инструкция магнитного пускателя (контактора) ПМ12
Ремонтные работы В результате эксплуатации, аварий, перегрузок и естественного износа часть электрооборудования и сетей выходит из строя и подлежит ремонту. Ремонт - это комплекс операций по восстановлению исправности или работоспособности электротехнических устройств, восстановлению их ресурсов или их составных частей. Под операцией ремонта понимают законченную часть ремонта, выполняемую на одном рабочем месте исполнителями определенной специальности, например: очистка, разборка, сварка, изготовление обмоток и т.д. В электрических аппаратах чаще всего повреждаются подвижные, неподвижные и дугогасительные контакты. Ремонт в основном заключается в определении неисправности, устранении ее, замене поврежденных и изношенных деталей с последующей регулировкой и испытанием. При эксплуатации контакты очищают от нагара металла, копоти, окислов. Очищают напильником с тонкой (мелкой) насечкой. Устраняют сильный и слабый нажим контактов. Для этого между контактами помещают бумагу (фольгу), оттягивая подвижные контакты через динамометр, вытягивают фольгу. Нормальное усилие 0,5-0,7кГ. Магнитная система контактов может создавать шум, гудение, причины этого:
Неплотно прилегает якорь к сердечнику, повреждение короткозамкнутого витка;
Очень большое натяжение контактов, якорь перекошен по отношению к сердечнику;
В местах прикосновения якоря и сердечника имеется ржавчина;
У магнитных пускателей и контакторов нельзя допускать разновременности замыкания силовых контактов.
Короткозамкнутые витки у контакторов и магнитных пускателей выполняются из меди, латуни и алюминия. Они укладываются в штампованные пазы на концах сердечника. Обращается внимание на дугогасительные камеры. Отсутствие их может вызвать перекрытие дугой отдельных фаз. Катушки ремонтируют при повреждении каркаса, обрывах, витковых замыканиях и полном сгорании.
Обрыв в катушке определяется, если не развивается тяговое усилие и не потребляется ток. Витковое замыкание обнаруживается по ненормальному нагреву и уменьшению тяги. У контакторов чаще меняют главные контакты, гибкие соединения, дугогасительные камеры, катушки, пружины, короткозамкнутые витки. Сопротивление изоляции обмоток не должно превышать 0,5 МОм. У реле чаще перегорают нагревательные элементы. Для нагревательных элементов применяют нихром, фехраль. Отдельные нагревательные элементы изготавливают методом штамповки. Спиральные нагревательные элементы кадмируют для предохранения от окисления. Ремонт контактов. Загрязнения, износ, обгорание, копоть или окисления, наплывы и брызги металла на поверхности подвижных частях, включая и ножи рубильников или неподвижных (губки ножей) контактов, а также на пластинах и контактных мостиках устраняются хлопчатобумажной салфеткой, смоченной в бензине, или надфилем. При изломе или ослаблении контактных пружин, повреждениях антикоррозийного покрытия, пружины заменяют.
Ремонт катушек электромагнитов . Катушки бывают каркасными и бескаркасными. Наиболее часто встречающееся повреждение - трещины длиной до 15мм в каркасе. Их устраняют следующим образом. Поверхность каркаса вокруг трещины очищают от пыли и масла хлопчатобумажной салфеткой, смоченной в бензине. При повреждении наружного слоя изоляции катушки или обрыве обмоточного провода в верхних слоях обмотки снимают наружную изоляцию обмотки и поврежденные витки до места повреждения или обрыва, припаивают, изолируют место пайки нового обмоточного провода и доматывают требуемое количество витков, повторив операции, которые выполняются при намотке новых катушек. При значительных повреждениях каркаса, междувитковых замыканиях, обгорании изоляции обмотки на большую глубину катушка должна быть заменена новой. Ремонт каркасных катушек. Подбирают необходимый для катушки каркас и провод, параметры которого должны соответствовать паспортным данным. Перед установкой на намоточный станок каркас следует обернуть двойным слоем электроизоляционной бумаги толщиной 0,02-0,03мм и конец ее приклеить к каркасу. При намотке необходимо следить за тем, чтобы натяжение провода не было чрезмерным, это может вызвать обрыв провода. Провод при намотке должен ложиться ровным плотным слоем. Между 1-м и 2-м слоями обмотки укладывают межслоевую изоляцию из изоляционной бумаги. Если катушка нагревостойкая, то для межслоевой изоляции используют тонкую стеклоткань.
Ремонт магнитопровода . Загрязнения удаляют хлопчатобумажной салфеткой, смоченной в бензине; следы коррозии тщательно зачищают стальной щеткой и шлифовальной шкуркой; наклеп на поверхностях соприкосновения сердечника и ярма удаляют шлифовкой поверхности напильником на шлифовальном станке.
ОХРАНА ТРУДА
Организационные мероприятия Организационными мероприятиями, обеспечивающими безопасность работы в электроустановках, являются:
а) оформление работы наряд-допуском, распоряжением или перечнем работ, выполняемых в порядке текущей эксплуатации;
б) допуск к работе;
в) надзор во время работы;
г) оформление перерыва в работе, переводов на другое рабочее место, окончания работы.
Наряд, распоряжение, текущая эксплуатация
Работа в электроустановках производится по наряду, распоряжению, в порядке текущей эксплуатации. Наряд - это задание на производство работы, оформленное на специальном бланке установленной формы и определяющее содержание, место работы, время ее начала и окончания, условия безопасного проведения, состав бригады и лиц, ответственных за безопасность выполнения работы, и пр. По наряду могут производится работы в электроустановках, выполняемые:
а) со снятием напряжения;
б) без снятия напряжения на токоведущих частях и вблизи них.
Распоряжение - это задание на производство работы, определяющее ее содержание, место, время, меры безопасности (если они требуются) и лиц, которым поручено ее выполнение. Распоряжение может быть передано непосредственно или с помощью средств связи с последующей записью в оперативном журнале. Текущая эксплуатация - это проведение оперативным (оперативно-ремонтным) персоналом самостоятельно на закрепленном за ним участке в течении одной смены работ по перечню Лица, ответственные за безопасность работ, их права и обязанности Ответственными за безопасность работ являются:
а) лицо, выдающее наряд, отдающее распоряжение;
б) допускающий - ответственное лицо из оперативного персонала;
в) ответственный руководитель работ
г) производитель работ;
д) наблюдающий;
е) члены бригады.
Лицо, выдающее наряд, отдающее распоряжение, устанавливает необходимость и объем работы, отвечает за возможность безопасного ее выполнения, достаточность квалификации ответственного руководителя, производителя работ или наблюдающего, а также членов бригады. Право выдачи нарядов и распоряжений предоставляется лицам из электротехнического персонала предприятия, уполномоченным на этом распоряжением лица, ответственного за электрохозяйство предприятия. Указанные лица должны иметь группу по электробезопасности не ниже V в электроустановках напряжением выше 1000 В и не ниже IV в установках напряжением до 1000 В. Право давать распоряжения на производство ряда работ, перечень которых определяется лицом, ответственным за электрохозяйство предприятия, предоставляется также лицам из оперативного персонала с группой не ниже IV.
Допускающий - ответственное лицо из оперативного персонала - несет ответственность:
а) за правильность выполнения необходимых для допуска и производства работ мер безопасности, их достаточность и соответствие характеру и месту работы;
б) за правильность допуска к работе, приемку рабочего места по окончании работы с оформлением в нарядах или журналах.
Допускающий должен иметь группу по электробезопасности не ниже IV при работе в электроустановках выше 1000 В и не ниже III - в установках до 1000 В.
Ответственный руководитель , принимая рабочее место от допускающего и осуществляя допуск, отвечает наравне с допускающим за правильную подготовку рабочего места и достаточность выполненных мер безопасности, необходимых для производства работы, в том числе и за достаточность мер, предусмотренных в графе наряда Отдельные указания Ответственному руководителю запрещается принимать непосредственное участие в работе по нарядам, кроме случаев, когда он совмещает обязанности ответственного руководителя и производителя работ. Ответственный руководителями назначаются лица из электротехнического персонала, имеющие группу по электробезопасности V.
Производитель работ , принимая рабочее место от допускающего, отвечает за правильность его подготовки и за выполнение необходимых для производства работы мер безопасности. Производитель работ обязан проинструктировать бригаду о мерах безопасности, которые необходимо соблюдать при работе, обеспечить их выполнение членами бригады. Производитель работ соблюдает настоящие Правила сам и отвечает за их соблюдение членами бригады, следит за исправностью инструмента, такелажа и другой ремонтной оснастки. Производитель работ обязан также следить за тем, чтобы установленные на месте работы ограждения, плакаты, заземления не снимались и не переставлялись. Производитель работ, выполняемых по наряду с электроустановках напряжением выше 1000 В, должен иметь группу по электробезопасности не ниже IV, в установках до 1000 В - группу не ниже III. Производитель работ, выполняемых по распоряжению во всех электроустановках, должен иметь группу не ниже III
Наблюдающий назначается для надзора за бригадами строительных рабочих, разнорабочих, такелажников и других лиц из неэлектротехнического персонала при выполнении ими работы в электроустановках по нарядам или распоряжениям. Наблюдающий за электротехническим персоналом, в том числе командированным, назначается в случае проведения работ в электроустановках при особо опасных условиях, определяемых лицом, ответственным за электрохозяйство предприятия, где эти работы производится. Наблюдающий контролирует наличие установленных на месте работы заземлений, ограждений, плакатов, запирающих устройств и отвечает за безопасность членов бригады от поражения электрическим током электроустановки. Наблюдающему запрещается совмещать надзор с выполнением какой-либо работы и оставлять бригаду без надзора во время работы. Наблюдающими назначается лица с группой не ниже III. Члены бригады обязаны соблюдать настоящие Правила инструктивные указания, полученные при допуске к работами во время работы.
Технические мероприятия . Для подготовки рабочего места при работах со снятием напряжения должны быть выполнены в указанном порядке следующие технические мероприятия:
а) произведены необходимые отключения и приняты меры, препятствующие подаче напряжения на место работы вследствие ошибочного или самопроизвольного включения коомутационной аппаратуры;
б) на приводах ручного и на ключах дистанционного управления коммутационной аппаратуры вывешены запрещающие плакаты;
в) проверено отсутствие напряжения на токоведущих частях, которые должны быть заземлены для защиты людей от поражения электрическим током;
г) наложено заземление (включены заземляющие ножи, а там, где они отсутствуют, установлены переносные заземления;
д) вывешены предупреждающие и предписывающие плакаты, ограждены при необходимости рабочие места и оставшиеся под напряжением токоведущие части.
При оперативном обслуживании электроустановки двумя и более лицами в смену перечисленные в настоящем пункте мероприятия должны выполнять двое. При единоличном обслуживании их может может выполнять одно лицо, кроме наложения переносных заземлений в электроустановках выше 1000 В и производства переключений, проводимых на двух и более присоединениях в электроустановках напряжением выше 1000 В, не имеющих действующих устройств блокировки разъединителей от неправильных действий
В. А. Смирнов, К. В. Панов
УЧЕБНО-МЕТОДИЧЕСКоЕ ПОСОБИЕ
для ВЫПОЛНЕНИя лабораторных РАБОТ
ПРИ ИЗУЧЕНИИ ДИСЦИПЛИНЫ
«Производство и РЕМОНТ ПОДВИЖНОГО СОСТАВА»
Часть 2
УДК629.4.083: 629.488
Учебно-методическое пособие для выполнения лабораторных работ при изучении дисциплины «Производство и ремонт подвижного состава». Часть 2 / В. А. Смирнов, К. В. Панов. Омский гос. ун-т путей сообщения. Омск, 2016. 31 с.
Разработано в соответствии с программой дисциплины «Производство и ремонт подвижного состава». Содержат основные сведения о технологических процессах ремонта узлов и агрегатов электрического подвижного состава. Учебно-методическое пособие состоит из двух частей. Вторая часть включает в себя четыре лабораторные работы, посвященные изучению технологических процессов ревизии электрических аппаратов.
Предназначено для студентов четвертого курса специальности «Подвижной состав железных дорог» специализации «Электрический транспорт железных дорог» и «Высокоскоростной наземный транспорт» очной и заочной формы обучения. Учебно-методическое пособие может быть использовано для подготовки студентов по рабочим профессиям и при проведении занятий на курсах повышения квалификации работников железнодорожного транспорта.
Библиогр.: 4 назв. Рис. 4.
Рецензенты: доктор техн. наук, профессор В.А. Кручек;
канд. техн. наук, доцент О. В. Балагин.
___________________________
© Омский гос. университет
путей сообщения, 2016
Введение. 5
Лабораторная работа 5. Ревизия индивидуальных контакторов. 6
5.1. Общие сведения. 6
5.2 Порядок выполнения работы.. 10
5.3 Применяемые измерительные инструмент и приспособления. 11
5.5. Контрольные вопросы.. 11
Лабораторная работа 6. Ревизия группового переключателя. 12
6.1 Общие сведения. 12
6.2 Порядок выполнения работы.. 15
6.3 Применяемые измерительные инструменты и приспособления. 16
6.5. Контрольные вопросы.. 17
Лабораторная работа 7. Ревизия быстродействующего выключателя. 17
7.1 Общие сведения. 17
7.2. Порядок выполнения работы.. 22
7.3. Применяемые измерительные инструменты и приспособления. 23
7.5. Контрольные вопросы.. 24
Лабораторная работа 8. Ревизия токоприемника. 24
8.1 Общие сведения. 24
8.2. Порядок выполнения работы.. 27
8.3. Применяемые измерительные инструменты и приспособления. 28
8.5. Контрольные вопросы.. 28
Библиографический список. 30
ВВЕДЕНИЕ
В процессе эксплуатации электрического подвижного состава (ЭПС) происходит износ трущихся поверхностей деталей, старение изоляции, появление усталостных трещин, нарушение регулировки узлов.
Весь процесс ремонта детали, узла, единицы оборудования или электровоза в целом условно делят на четыре самостоятельных технологических процесса: очистка, дефектация, ремонт и испытание (приемка), выполняемые на специализированных позициях. Указанные работы составляют основу технологического процесса ремонта любого узда электровоза.
Лабораторные работы предназначены для более глубокого изучения студентами технологических процессов ремонта, а также приобретения практических навыков по выявлению дефектов, регулировке и испытанию отдельных узлов и агрегатов ЭПС.
Вторая часть посвящена изучению технологических процессов ревизии электрических аппаратов: индивидуальных контакторов, группового переключателя, быстродействующего выключателя и токоприемника.
К лабораторным работам студенты готовятся заранее, самостоятельно, по литературным источникам, указанным в методических указаниях. К выполнению очередной работы студент допускается только после собеседования с преподавателем, а также при наличии отчета по предыдущей работе.
В ходе выполнения лабораторной работы студент пользуется литературными источниками, ремонтными руководствами и инструкциями ОАО «РЖД», плакатами, измерительным инструментом, средствами допускового контроля и приспособлениями, рекомендованными методическими указаниями. Выполнение работ - бригадами в составе не более четырех человек.
Отчеты по всем работам каждый студент выполняет индивидуально в специальной тетради. Оформление отчетов должно соответствовать требованиям методических указаний, а также утвержденным стандартам предприятия (университета).
Особое внимание следует уделять соблюдению правил техники безопасности, инструктаж по которым проводится преподавателем перед началом выполнения каждой лабораторной работы.
Лабораторная работа №5
РЕВИЗИЯ ИНДИВИДУАЛЬНЫХ КОНТАКТОРОВ
Ц е л ь р а б о т ы: получить практические навыки в проверке параметров, оценке работоспособности и определении дефектов индивидуальных электропневматических и электромагнитных контакторов. Ознакомиться с технологией ревизии индивидуальных контакторов и способами устранения дефектов.
Общие сведения
Осмотр, ревизию и ремонт индивидуальных контакторов выполняют в соответствии с требованиями Руководств по ремонту электровозов .
Осмотру и ревизии индивидуальные контакторы подвергаются при TP-1 и ТР-2. При этом с контакторов снимают дугогасительные камеры и подают в цех для более тщательной очистки от нагара и продувки сжатым воздухом. Сами контакторы же подвергаются осмотру и ремонту непосредственно на электровозе. Ремонт с разборкой контакторов производится при ТР-3 со съёмом с ЭПС.
При выполнении лабораторной работы обеспечиваются операции в объёме, предусмотренном технологическим процессом ревизии индивидуальных контакторов при текущем ремонте ТР-1.
На электровозе проверяют на слух четкость работы всех аппаратов при включении из кабины управления, контролируют работу электрических цепей. Обращают внимание на исправную работу пневматического привода. Такую проверку целесообразно выполнять вдвоем: один слесарь управляет аппаратами с пульта в кабине машиниста, а другой, находясь в высоковольтной камере, внимательно следит за включением и выключением аппаратов и убеждается в отсутствии утечек воздуха из пневматической системы.
Обычно уже на основании первой проверки можно сделать заключение о состоянии аппарата и даже установить причину повреждения. Например, электропневматический контактор включается четко, но отключается медленно. Это может быть следствием заедания подвижной системы, повреждения отключающей пружины или ослабления её крепления.
После проверки функционирования снимают дугогасительные камеры, проверяют соответствие размеров и износов деталей существующим нормам допусков, очищают от пыли и нагара, продувают сжатым воздухом давлением 300-350 кПа (3-3,5 кгс/см 2).
С помощью щупов измеряют зазоры в шарнирах, а также измеряют диаметры валиков, осей, втулок и отверстий. Валики и оси, размеры которых равны предельным значениям, заменяют. Нормальная работа аппаратов может нарушаться не только в результате большой выработки в шарнирах, но и вследствие образования в них задиров или отсутствия смазки. Нередки случаи приварки шарниров в результате протекания токов короткого замыкания, обрыва или ослабления крепления медных шунтов. Для выявления возможные заеданий работу подвижных систем аппаратов проверяют легким перемещением от руки.
Обязательно убеждаются в том, что все свободные оси вращения зашплинтованы или предохраняются от выпадения каким-либо другим способом. При смене узлов и деталей следует помнить, что болтовые соединения должны иметь пружинные шайбы или в соответствии с чертежами должны быть застопорены другим способом для предохранения от отвертывания болтов и гаек.
Проверяется состояние и крепление силовых и низковольтных проводов. Подлежат смене и перепайке наконечники проводов с обрывом более 20% жил, с ослабшей пайкой, трещинами или уменьшенной более чем на 1/3 контактной поверхностью.
Проверяется состояние изоляции проводов, катушек электромагнитных вентилей, включающих электромагнитов, поверхности изоляционных стоек. Они могут иметь как электрические, так и механические повреждения. Поврежденную глазурь фарфоровых изоляторов, повреждения поверхности опрессовки стоек контакторов обычно отмывают от копоти и грязи смоченными в бензине салфетками, зачищают стеклянным полотном и покрывают лаком НЦ-925 или эмалью ГФ-92ХК.
Электрическая дуга при нарушениях процесса дугогашения или коротком замыкании нередко выжигает и обугливает изоляцию дугогасительных катушек и стоек до слоя слюды и даже до металла. Если поврежден только наружный слой изоляции, обгоревшее место счищают стеклянным полотном, затем тщательно промывают бензином и покрывают эмалью.
Важным условием сохранения работоспособности электрических аппаратов является регулярное добавление смазки в узел трения. В шарниры подвижных частей аппаратов, где происходит трение стали по стали или по латуни, добавляют при необходимости смазку.
Внешним осмотром и измерениями значений износа, разрыва и контактного нажатия проверяется техническое состояние подвижных и неподвижных контактов. Приступая к зачистке контактов, особенно силовых, оценивают цвет, размеры оплавления и характер распространения по поверхности контактов застывших брызг меди. Основной причиной ухудшения состояния контактов является уменьшение их нажатия. Оно возникает не только от неправильной регулировки аппарата, заедания его подвижных частей, но и в случае повреждения или нарушения регулировки притирающей, включающей или отключающей пружины. Пружина может также утратить упругие свойства из-за чрезмерного нагрева при ослаблении крепления или обрыве шунтирующего её медного шунта, перебросе электрической дуги или недопустимом нагреве контактов аппарата. Последствия уменьшения контактного нажатия существенно усугубляются динамическими воздействиями кузова, приводящими к «дребезжанию» контактов включенного аппарата.
Другой причиной чрезмерного нагрева может быть неправильное сопряжение контактных поверхностей, что приводит к выгоранию металла в точке их касания и образованию пятна с шероховатой поверхностью. В дальнейшем эти подгары вызывают потемнение всего контакта и его оплавление. Ремонтными руководствами устанавливается, что длина линии касания должно быть не менее 80 % ширины контакта. Для проверки касания используется копировальная и тонкая (папиросная) бумага. Отведя подвижный контакт рукой, закладывают между контактами копировальную и чистую бумагу, а зятем опускают подвижный контакт. Линия касания четко отпечатывается при соударении контактов. Боковое смещение контактов не должно превышать 1 мм.
Нажатие контактов проверяют пружинным динамометром. Учитывая, что пружины, прижимающие контакты, имеют значительную жесткость, нажатие контролируют непосредственно в момент отрыва одного контакта от другого. Для этого между контактами зажимают тонкую бумажную полоску (рис. 5.1, а). Затем, зацепив динамометр за подвижный контакт, тянут его строго по линии отключения, одновременно прилагая усилие к полоске бумаги. Для исключения ошибки в измерении контактного нажатия место присоединения динамометра надо выбирать так, чтобы линия приложения усилия к динамометру проходила через точку соприкосновения контактов.



Рис. 5.1. Проверка контролируемых параметров контактора
Важными факторами, определяющими устойчивую работу подвижных контактных соединений, является раствор (разрыв или раскрытие), протирание и провал контактов. Раствор - это кратчайшее расстояние А между контактами полностью выключенного контактора (рис. 5.1, б). У большинства аппаратов раствор контактов удобно измерять штангенциркулем, однако целесообразнее применять проходные и непроходные шаблоны.
Притирание контактов проверяется при включении контактора вручную путем наблюдения непосредственно за перекатыванием контактов. При этом рычаг подвижного контакта должен иметь некоторый свободный ход после соприкосновения контактов. Необходимо иметь в виду также, что хорошее притирание обеспечивается геометрическими размерами деталей подвижного контакта, включающими и притирающими пружинами, формой контактов. У контакторов оно зависит также от провала подвижного контакта.
Под провалом подразумевают расстояние, которое мог бы пройти подвижный контакт, если у полностью включенного аппарата убрать неподвижный контакт. Однако в действительности измерить это расстояние не представляется возможным. Поэтому провал определяют косвенно по зазору между контактодержателем и рычагом (рис. 5.1, в).
Порядок выполнения работы
1. Изучить порядок и содержание осмотра и ревизии индивидуальных электромагнитных и электропневматических контакторов электровоза, ознакомиться с возможными неисправностями и способами их устранения
2. Произвести осмотр и ревизию индивидуального контактора по заданию преподавателя. При этом осмотром оценить техническое состояние контактов, дугогасительных устройств, кронштейнов, стоек, пневматического и электромагнитного приводов индивидуальных контакторов.
3. При осмотре контакторов проверить состояние гибких шунтовдугогасительных катушек, их крепление, измерить толщину, разрыв, нажатие, провал, боковое смещение контактов и линию их прилегания. Проверить срабатывание контакторов при минимально допустимых значениях давления сжатого воздуха и напряжения электрической цепи управления электровоза, измерить значения контактного нажатия. Результаты осмотра и измерений занести в табл. 5.1.
На основании сопоставления фактических значений контролируемых параметров с допустимыми сделать заключение о (не) пригодности индивидуальных контакторов в эксплуатации, а также о необходимости замены отдельных, узлов и деталей или выполнения ремонтных работ по устранение обнаруженных дефектов.
Таблица 5.1
Результаты осмотра и измерений контактора